
Aluminium soldering
Space
Aluminum soldering is a difficult process in realization. The main difficulties occurring during soldering are: low melting point of aluminum and its alloys, high conductivity and thermal expansion and volumetric shrinkage, high chemical affinity to oxygen when in contact with air and overlapping with a difficult to melt, not wetted by liquid solders layer of their oxides.
Aluminum soldering is considered a relatively difficult process. The main difficulties occurring during soldering are:
- low melting point of aluminum (about 660°C) and its alloys (even below 500°C),
- high conductivity and thermal expansion and volumetric contraction,
- a large chemical affinity for oxygen upon contact with air and a hard to melt overlap (2050°C), which is not wetted by the liquid February with a layer of its oxides .
Due to the low melting point, only Zn-Al alloys with a melting point of 382-450°C, depending on the aluminium content, and Al-Si alloys with a melting point of 570-585°C are basically used for soldering aluminium and its alloys.
Preparation of oxides removal
The problem of removing the oxide layer from the surface of the soldered elements is solved by proper preparation of the elements for soldering and use of appropriate fluxes. In our offer we present a range of products prepared by our company under the name of ALUTOP, which are corrosive and non-corrosive pastes, solders filled with flux inside and alumina wires and their alloys of different diameters. When selecting an appropriate flux, one should pay attention to its purpose and the range of temperature of its activity, so that it coincides with the melting temperature of the solder. Another thing to pay attention to when selecting the flux is the issue of corrosiveness of the flux residues (slag). Flux residues containing chlorides and alkaline fluorides must be thoroughly removed due to their very strong corrosive effect. The KO100 corrosion paste can be freely removed with clean water.
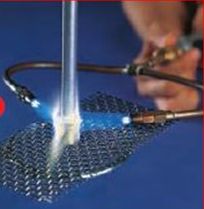
Soldering process
The mixture of propane-butane + oxygen or propane-butane + air is most commonly used to heat the flame soldering elements. The first indicator of reaching the right temperature is the moment when the paste starts to melt, then after a while you can start to feed the solder which starts the topic and flows where it is drawn into the slots on a capillary effect. During this time the flame should be directed to the place of soldering and to the solder in order to melt completely. After the solder has melted, the heating must be stopped in order not to burn the elements.
 |
 |